от 220 000 руб.
Купить сварочные каретки ProfSvar
Все товары раздела Сварочные каретки ProfSvar для сварки в защитных газах


от 220 000 руб.

от 320 000 руб.

от 320 000 руб.
Описание сварочной каретки
Сварочная каретка PROFSVAR – автоматическое оборудование для перемещения сварочной горелки для полуавтоматической MIG/MAG или аргонодуговой TIG сварки вдоль свариваемого контура. Применяется для автоматизации сварки продольных вертикальных и горизонтальных швов, сварки труб и обечаек. Каретка выпускается в модификациях на шасси с полным приводом на четырех колёсах или на шасси на жёсткой рейке.
Модульная конструкция сварочной каретки
Каретка имеет модульную конструкцию. Верхняя часть – блок управления с платами управления, двигателем и салазками для точного позиционирования сварочной горелки по вертикали и горизонтали (±40 мм), держателями горелок с механизмом поперечных колебаний или без него. Нижняя часть – шасси на колёсах с двумя типами направляющих или шасси на жёсткой рейке.
Один и тот же блок управления можно установить как на шасси на колёсами, так и на шасси на рейке. Благодаря встроенному датчику каретка автоматически понимает тип шасси.
Поэтому, если вы хотите купить сварочную каретку ProfSvar с одним типом шасси, позже вы сможете эту же каретку использовать с другим типом шасси, оплатив только стоимость шасси.
Каретку можно комплектовать двумя типами держателя горелки: с механизмом колебаний и без него. Благодаря модульной конструкции каретку без колебательного механизма можно доукомплектовать колебательным механизмом под более сложные задачи.
Подходят для полуавтоматической и аргонодуговой сварки
Многие каретки на рынке не предназначены для аргонодуговой сварки из-за воздействия высокочастнотного осциллятора в момент начала сварки. Наша каретка к этому воздействию устойчива.
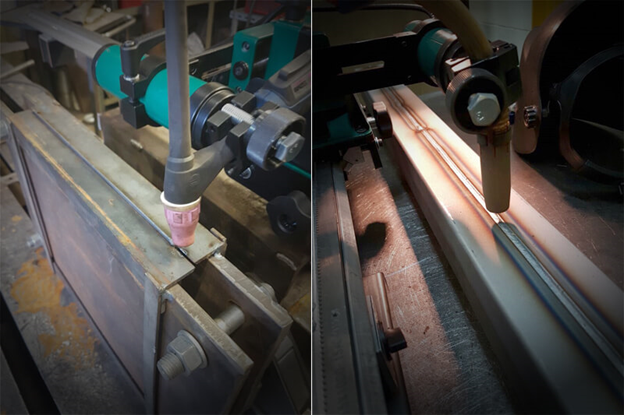
На изображении слева – сварочная каретка Profsvar с горелкой для аргонодуговой TIG сварки. На картинке слева – сварочная каретка Profsvar с горелкой для полуавтоматической MIG/MAG сварки.
Сварочный шов с механизмом колебаний
На изображении слева показан сварочный шов, выполненный на сварочной каретке Profsvar Profi OSC с механизмом поперечных колебаний. На изображении слева – тот же шов с обратной стороны детали.
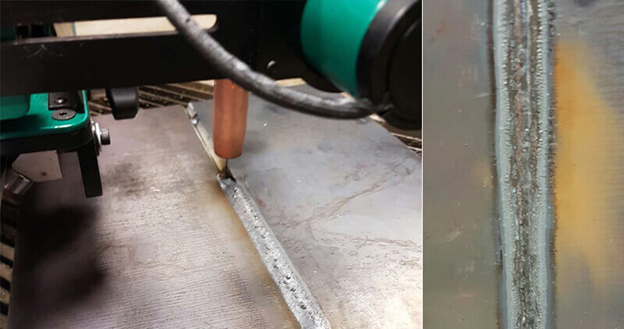
Изображение ниже – угловой сварочный шов с радиальными колебаниями. Свариваемые детали:2 стальных швеллера с толщиной стенки 8 мм.

Способы позиционирования каретки на детали
Каретка с шасси на колёсах удерживается на поверхности металла с помощью постоянного магнита. Усилие на отрыв сварочной каретки от плоскости металла (сталь марки Ст. 3 толщиной 15 мм) с магнитом в крайнем нижнем положении примерно 33 кг. Благодаря этому можно использовать каретку для сварки как горизонтальных, так и вертикальных швов.
Каретка с шасси на колёсах позиционируется по шву тремя способами. Во-первых, с помощью Направляющих роликов (Тип А) с упором в деталь. Во-вторых, с помощью направляющих роликов (Тип В) по гибкой направляющей рейке на магнитах. В-третьих, с помощью направляющего ролика Тип С.
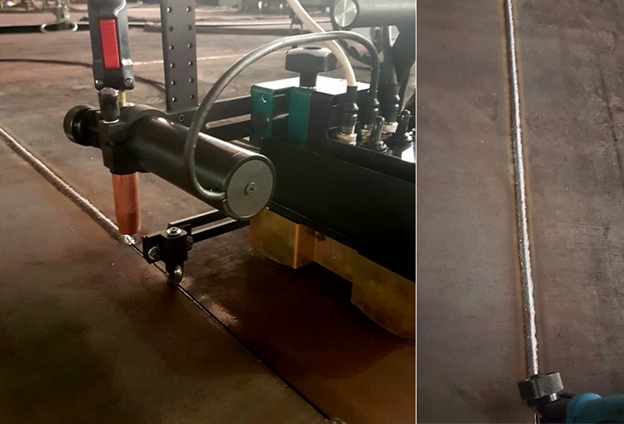
Сварочная каретка с направляющими роликами Тип B.
Направляющие ролики Тип B позиционируют каретку по гибкой рейке на магнитах. Гибкая рейка позиционирует картеку на плоском листе или на обечайке диаметром от 80 см. На фото справа: ОТК сварного шва на провар.

Сварочная каретка с направляющими роликами Тип С.
Направляющие ролики Тип С позиционируют каретку по разделочному шву свариваемых деталей. Ролики подпружинены, поэтому реагируют на неровности поверхности. Подходят для позиционирования на деталях с толщиной от 3 до 20 мм. Ролики имеют угол под разделку 45 градусов, но по заказу можем сделать ролики под любой угол разделки. В комплекте 2 направляющих ролика.
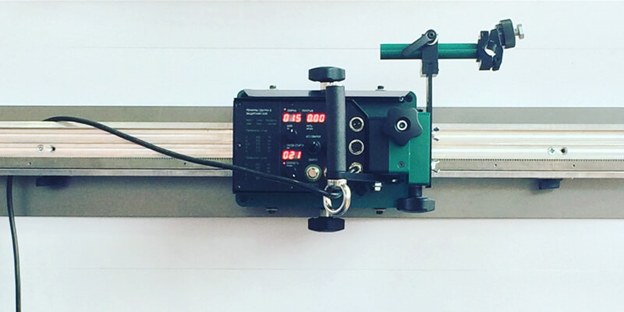
Сварочная каретка на жёсткой рейке
Каретка с шасси на рейке перемещается по жёсткой направляющей рейке. Направляющая рейка удерживается на поверхности металла с помощью магнитных держателей или с помощью вакуумных присосок при сварке немагнитных сталей или алюминия.
На фото ниже – сварка многогранной опоры с толщиной стенки 8 мм. Продольный шов с гарантированным проплавлением.
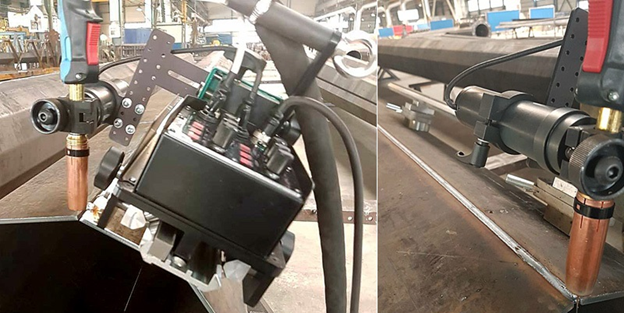
На фото ниже – сварочная каретка без механизма колебаний на жёсткой рейке с магнитами
Купить сварочные каретки ProfSvar в Екатеринбурге вы можете на нашем сайте!

